
关于我们
About Us
生产流程
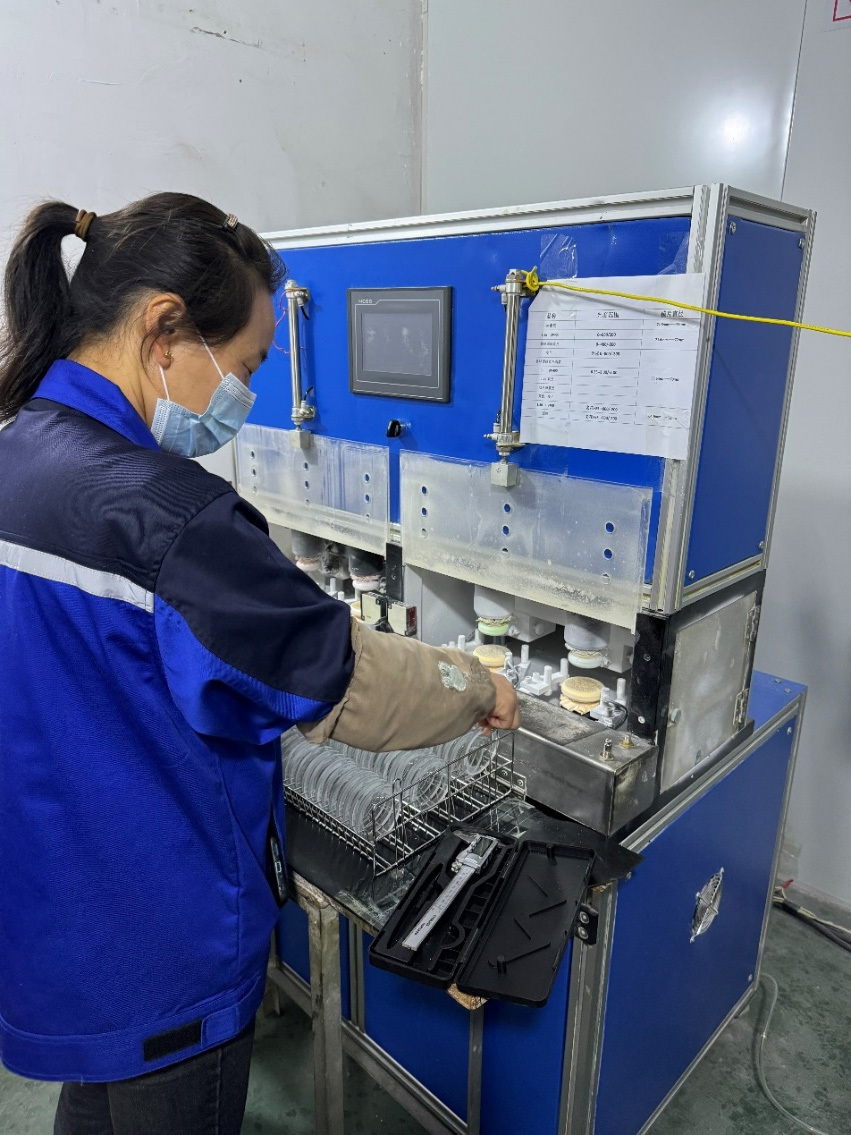
1.配模及模具清洗
根据客户对产品型号、规格及光度的需求,将外采及进口的模具在模具库进行A、B模的匹配装框进入下一个环节。

生产第一步是让模具进入清洗机清洗
(1)模具上的污渍或残留物可能会影响模具的使用效果;
(2)定期清洗可以防止模具因积累污垢而损坏,从而延长其使用寿命;
(3)模具在使用过程中粘附的外来物可能会对成品品质造成影响,清洗可以确保产品质量并维护客户信任。

2.合模
制作不同的镜片,需要将原料注入到不同的模具中,首先就要将清晰合格的模具根据生产计划用胶带组装起来,装配的模具必须达到无水、无油、无尘的质量要求,每个模具组装前,都需要气压枪吹气,吹去表面的灰尘,再在灯光下检查是否有瑕疵,才可以放入胶带机进行操作。

操作合模胶带机
3.原料浇注
将配制好、经过预聚合达到一定粘度的原料,采用手工的方法从密封圈注入孔注入到已组装好的模具中。
控制浇注情况,以及模具的密封性检查都需要一线生产员工来操作、检查,看似简单的操作中,处处细节都不可马虎,主打一个“熟能生巧”。

浇筑进行中
4.固化
原料浇注完成以后是镜片成型的一个过程,叫做一次固化。将浇注完的模具送至固化炉中,不同规格的镜片按照不同的固化曲线(时间-温度曲线)和控制程序进行加热,经过21.3小时固化出炉,最终黏稠的材料单体聚合为透明的固体。

固化设备
不同的季节,针对不同的温度、湿度情况,专业技术工程师也为机器设定进行微调,确保镜片正常有序地成型。一般来说基片在固化炉中加热约21.3小时即可成型,而半成品镜片则需要用更长的时间。
5.开模
一次固化后的半制品两侧是模具,出炉温度为90摄氏度,中间为透明的树脂镜片,将其送至离型台,用特定的工具分离开来。分离后的模具回收,送至清洗设备中进行清洗,循环使用。

6.镜片车边
开模后的镜片要进行的是车边这样一个工作:
镜片与模具分离后进行修边,一般镜片的直径比所需镜片的直径大4mm左右,修边后的镜片边缘光滑,便于后期加工。镜片修边后表面存在未反应的原料单体和磨边下来的粉末,利用超声波清洗机进行清洗。
镜片车边
7.镜片清洗
车边后的镜片表面存在未反应的原料单体和磨削下来的固体粉末,必须放入一定纯度溶液的超声波清洗槽中进行清洗,否则会对镜片的下一步加工造成影响。

8.基片检验及包装入库
二次固化后的镜片称为“基片”,基片在入库之前必须检测中心厚度、屈光度是否准确,检查有无杂质、划痕、气泡、水印等影响基片质量的问题存在。合格的基片按要求进行分类包装、入库。基片检验环节拥有十分规范的镜片检验标准,包括屈光度、直径、表面瑕疵等检查项目,工作人员需一边检查镜片有无质量问题,一边用专用拭镜纸清洁镜片表面,使镜片更加亮洁。

